
VRI is a process by which you can produce consistent, high quality (good reinforcement to resin ratios) laminates, as well as reducing exposure to resin vapors for safety, health, and emissions to the atmosphere. The Vacuum Resin Infusion process is a molding method where:
- The reinforcing material (fiberglass, carbon fiber, Kevlar, and core) are placed in a mold dry.
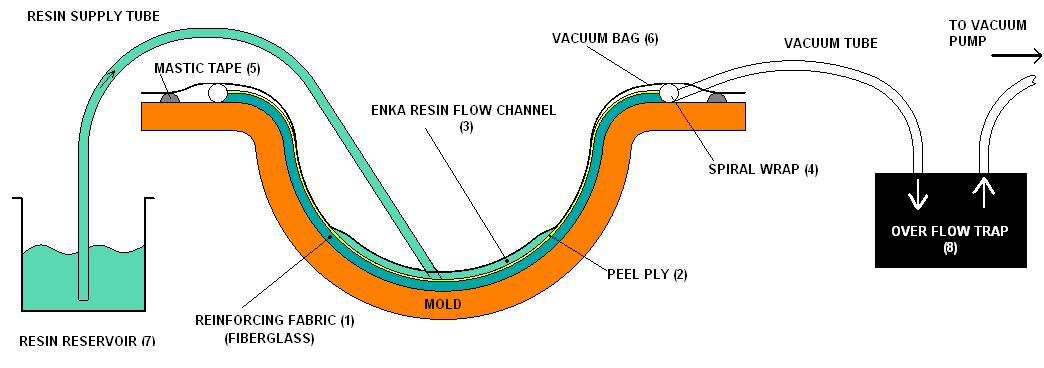
- Peel Ply is placed over the reinforcing fabric.
- Enka (Resin Flow Channel) material is placed over the center of the part to channel the resin to the center of the part.
- Spiral Wrap Tubing is placed around the perimeter top flange of the part to draw the resin from Enka channel at the center, through the reinforcing fabric to the edges of the part.
- Mastic Tape is bonded to the top flange of the mold outside the spiral wrap tubing.
- A Vacuum Bag is then fit snug to the reinforcing fabric and sealed to the mastic tape. Make sure that the bag will fit tight to the fabric and not span depressions in the part. This span will create a resin puddle which will weaken the part.
- Set up the resin supply reservoir with resin inlet tube to the center of the Enka flow channel and seal with Mastic Tape.
- Set up Resin Overflow Trap (a spray gun pressure pot will do) and vacuum pump.
- Plug the resin supply line; draw a vacuum to test the system for leaks, good fit of the vacuum bag and even compression of the fabric.
- Once you are comfortable with the setup, catalyze the appropriate amount of resin for your part and pour it into the resin reservoir. Then draw a vacuum and observe the flow of resin through the fabric. This is a Trial and Error Process. You must be patient and observant taking care to record all factors: Temp, Vacuum Pressure, and Mark Resin Advance through the fabric at time intervals such as 5, 10, and 15 minutes recording areas of poor flow.
- Make necessary adjustments to the system to improve the process and repeat.

